Demander le dernier prix
Fournisseur Vérifié
3 Ans

JIANGSU LIANZHONG METAL PRODUCTS (GROUP) CO., LTD
PRODUITS MÉTALLIQUES DE JIANGSU LIANZHONG (GROUPE) CIE., LTD


Add to Cart
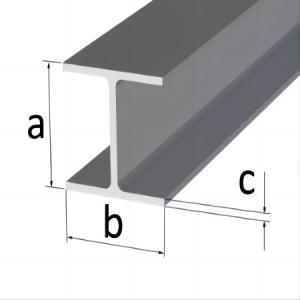
Épaisseur en aluminium argentée de la poutre en double T 8mm d'ASTM 6082 utilisée pour le panneau en aluminium de coffrage pour la construction
De l'acier de poutre en double T peut être produit par la soudure ou le roulement. La soudure de poutre en double T est faite en coupant des bandes d'épaisseur appropriée aux largeurs appropriées et en soudant la bride et de Web ensemble dans un ensemble de soudure continu. La poutre en double T de soudure a certains inconvénients tels que la grande consommation en métal, non facile d'assurer la performance des produits uniforme et la taille limitée. Par conséquent, la poutre en double T est principalement produite en roulant la méthode. Dans la production de roulement moderne, le moulin universel est employé pour rouler l'acier de poutre en double T. Le Web de la poutre en double T est roulé entre les petits pains horizontaux supérieurs et inférieurs, et la bride est roulée simultanément entre le côté du petit pain horizontal et du petit pain vertical. Puisque l'extrémité de bride ne peut pas être pressée avec seulement le laminoir universel, il est nécessaire de placer le laminoir de bord, généralement connu sous le nom de laminoir de bord, derrière le cadre universel afin de presser le conducteur d'extrémité de bride et commander la largeur de bride. Dans l'opération de roulement réelle, les deux supports sont pris en tant que groupe pour faire les pièces de roulement échangent pendant plusieurs fois, ou pour faire le passage de roulement de pièces par l'unité de roulement continue composée de plusieurs supports universels et d'un ou deux supports d'extrémité de bord. Chaque passage applique une pression de rouler le blanc dans le produit de la forme et de la taille exigées de spécifications. À la bride de la partie de roulement, l'usage du petit pain est relativement grand en raison du glissement entre le côté horizontal de petit pain et la cloison de roulement afin de s'assurer que le petit pain peut être reconstitué à sa forme originale après le roulement lourd, les côtés du supérieur et les rouleaux horizontaux inférieurs et les surfaces verticales correspondantes de petit pain du moulin de dégrossissage devraient être 3. | 8. L'angle d'immersion du thêta. Afin de corriger l'angle d'immersion de la bride de finition, le laminoir universel de finition, également connu sous le nom de moulin de finition universel, est placé. Le côté horizontal de petit pain est perpendiculaire à la ligne horizontale de petit pain ou a un petit angle d'inclination, généralement pas plus de 20', et le petit pain vertical est cylindrique.
|
Produit
|
Je-poutres en aluminium |
|
Alliage
|
6063,6061,6082
|
|
Humeur
|
T5, T6
|
|
Épaisseur
|
0.4mm-500mm
|
|
Taille
|
0,5 m à 11,85 m, de non standard : fait sur commande
|
|
Tolérance
|
+/-0.1mm
|
|
Forme
|
Rectangulaire, adapté aux besoins du client.
|
|
Norme
|
EN 755 - 9, GB/T 6892-2015, GIGAOCTET 5237.1-2008, JGJ 386-2016.
|
|
processus
|
Perçage, etc. se pliant, de soudure, précis coupe, poinçon.
|
|
Type
|
Coffrage plat, coffrage faisant le coin, coffrage de poutre, etc.
|
|
Paquet
|
Palette standard avec le film imperméable, ou selon votre condition.
|
|
Catégorie
|
Dureté
|
Résistance à la traction
|
Limite conventionnelle d'élasticité
|
Élongation (%)
|
|
|
(MPA)
|
(MPA)
|
0.25-1.25mm
|
1.26-3.0mm
|
||
|
1100
|
O
|
89,6
|
34,5
|
30
|
6
|
|
H12
|
110,3
|
103,4
|
4
|
12
|
|
|
H14
|
124,1
|
117,2
|
3
|
10
|
|
|
2024
|
O
|
186,2
|
75,8
|
18
|
20
|
|
T3
|
482,6
|
344,7
|
16
|
18
|
|
|
T4
|
468,8
|
324,1
|
20
|
19
|
|
|
3003
|
O
|
110,3
|
41,4
|
30
|
33
|
|
H12
|
131
|
124,1
|
9
|
11
|
|
|
H14
|
151,7
|
144,8
|
3
|
7
|
|
|
5052
|
O
|
193,1
|
89,6
|
20
|
21
|
|
H32
|
227,5
|
193,1
|
7
|
10
|
|
|
H34
|
262
|
213,7
|
6
|
8
|
|
|
5083
|
O
|
275,8
|
144,8
|
21
|
25
|
|
H32
|
282,7
|
151,7
|
20
|
21
|
|
|
H34
|
330,9
|
255,1
|
11
|
14
|
|
|
6061
|
O
|
124,1
|
55,2
|
25
|
26
|
|
T4
|
241,3
|
144,8
|
22
|
24
|
|
|
T6
|
310,3
|
275,8
|
12
|
17
|
|
|
7075
|
O
|
227,5
|
103,4
|
16
|
18
|
|
T6
|
572,3
|
503,3
|
11
|
12
|
|
Détails de produit

Emballage et expédition
Certification